
|
|
文章詳情
數控磨床配備自動上下料伺服機械手臂的技術方案 二維碼
2002
一、項目概括 1.1項目名稱:數控磨床配備自動上下料機械手臂; 1.2主要功能:自動上下工件,可自動磨削,多檔磨削,自動修整砂輪,主動測量,實現一人多機同時操作(預計效果一人六臺可同時進行操作); 1.3適宜對象:數控磨床、φ200×500。 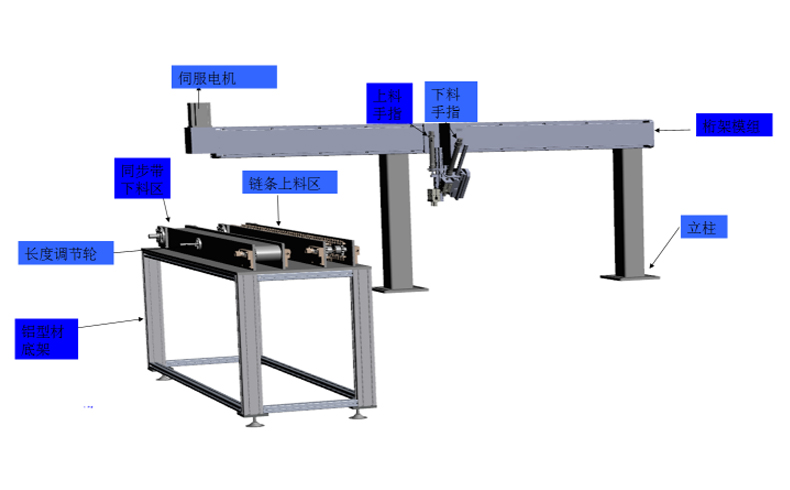 二、設備信息 2.1設備名稱型號:數控磨床(例:上海第三機床廠); 2.2設備數量:主要包括伺服機械手臂,數控控制臺,頂針工件帶動裝置,測量儀; 2.3設備制造周期:30天; 2.4易損部件清單:頂針,手指,夾子; 2.5設備使用環境要求:需要提供相對穩定的氣壓(8mpa),380V電壓; 2.6任意磨床改裝必須經過大檢修。 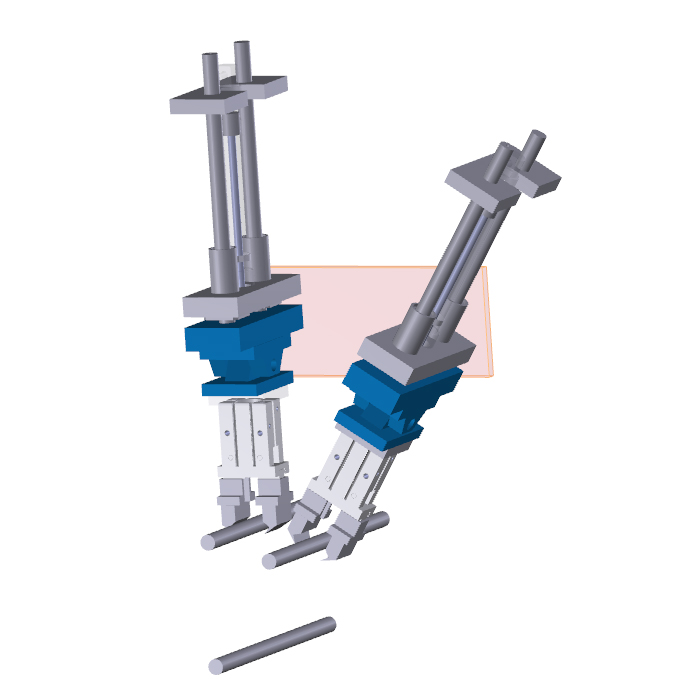 三、設備技術參數 3.1加工產品總長規格: 3.1.1產品外徑:Φ6~Φ22mm; 3.1.2產品長度50~200mm; 3.1.3加工效率:八小時工作與人工效率相當(雙機械手約:4個 /min)。 3.2設備主要配置,功能和特點要求: 3.2.1主要設備:控制臺,機械手上下料架,頂針自動裝置,測量儀; 3.2.2輸入電源:3相380V; 3.2.3輸入氣壓:穩定的8mpa。 3.3外觀以供方實物為標準: 3.3.1雙機械手上下料; 3.3.2獨立的上下料箱,V型上料槽可自行調整額定工件范圍,同步帶下料; 3.3.3外形:整機鈑金,顏色以灰白,黑灰為主要顏色,保證水流量在磨床床身上不濺射到鈑金外部,調整區設可移動門窗,方便上下料,布局合理;(主要參照貴公司已有設備,結合本廠制造特點設置外形防護鈑金)。 3.4工作動作及相關方式: 3.4.1機械手,雙機械手工作,分豎向上料手,斜向下料手;機械手以及機械手上下行程都采用氣缸裝置,并可調節位置,以便調節中心位置;整機械手行程采用同步帶伺服電機控制左右移動;機械手手指配備,根據工件大小選用相應手指(根據貴公司的需要預計4款手指可完成要求工件尺寸的工作); 3.4.2雙頂針,以及帶動結構:改造尾座實現自動頂退頂針;頭架改造:配備伺服電機,特制頂針以及自制工件帶動裝置,正向旋轉,夾緊以及帶動工件,反向旋轉,送開工件;三邊彈簧力夾緊松開,夾緊帶動工件并隨著工件的浮動而浮動;帶動結構裝置對工件的外徑要求,額定外徑調節范圍在0-3.5mm或0-5mm根據實際產品選用相應帶動裝置。 3.4.3控制系統及測量裝置: 3.4.3.1數控系統:主要控制磨床動作,X軸進退刀,Z軸左右移動,實現單檔磨削、多檔磨削、通磨、自動修正砂輪,以及與主動測量儀配合使用; 3.4.3.2PLC系統,主要控制機械手動作,實現自動上下料,以及配合數控系統工作; 3.4.3.3主動測量儀,測量最精準段尺寸,實現單檔,多檔高精準磨削,配合數控系統PLC系統實現全自動化高精準作業。 3.4.4上下料箱: 3.4.4.1上料:V型槽,可自行調整,需根據工件**外徑確定V型槽大小以及數量(根據貴公司的產品,預計排料量在30個產品左右,長度約為80cm左右); 3.4.4.2下料:橡膠同步帶,配備普通電機調節運輸速度快慢,保證不滑,不碰傷; 3.4.4.3上下料長度與高度:高度可調節±5CM,長度與磨床機身相同。 3.4.5工作概況:PLC控制機械手可實現工件自動上下料,數控系統控制磨床動作可實現磨床單檔磨削,多檔磨削,砂輪自動修整功能,測量儀控制工件要求尺寸,并反饋信息于數控系統以及PLC系統;從而達到無人工工作全自動化狀態。 3.5改造后效果: 3.5.1標準件試磨工作精度(參照上海第三機床廠萬能外圓磨床MMB1420A標準改造) 外圓圓度1μm; 內孔圓度2μm; 縱截面直徑5μm; 外圓粗糙度Ra≤0.04μm; 內孔粗糙度Ra≤0.16μm; 3.5.2功能:定點單檔磨削、定點多檔磨削、通磨、自動修整砂輪、自動上下料、主動測量;預計一人可同時操作6臺以上; 3.5.3效率:根據實際產品磨削余量以及方法的不同,基本可達到4個/MIN。 四、設備驗收標準 自動上下料,自動進退刀,特制頂針帶動工件,主動測量,自動修整砂輪。 五、設備使用保養標準 保持氣管內無水,油水分離器加白油,特殊部位加機油。 六、技術服務及培訓 設備到需方指定地點后,供方負責安裝,供方專業安裝人員到需方進行安裝調試培訓,滿足需方要求所需的產品可以正常加工,滿足上述要求視為驗收合格,若不能達到需方要求,供方在一個月內完成整改工作,若供方無法整改必須無條件退貨。 七、售后服務 7.1保修期限:一年(易損件除外); 7.2維修響應時間:48小時內; 7.3維修費用標準:保修期內質量問題免費維修,操作方面問題需方自費;保修期后配件按照批發價格標準。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |