
|
|
文章詳情
機床總體布局是設計機床的重要部署由傳統到新型 二維碼
805
設計機床如果沒有事先周密的和必要的調查研究,撞我有關的**手材料,同樣是做不好這項工作的。布局的目的,是按照簡單、合理、經濟的原則,布置出一種能實現加工要求的方法。它基本上是由工件的加工工藝過程決定的,確定了工件對象和加工方法,接著考慮機床必須具備的幾種運動和相應的部件,這些部件的布置、安排,就是布局的起始。 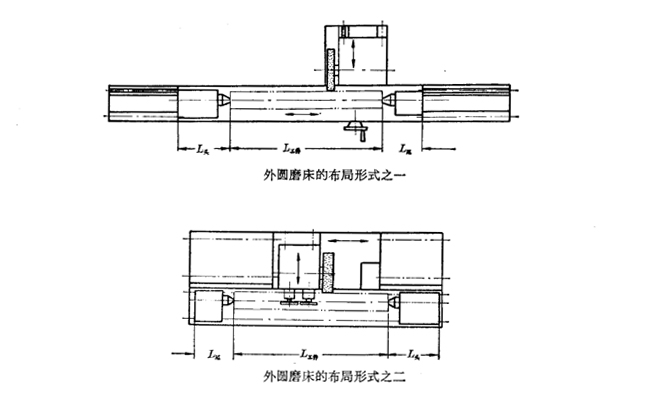 通過生產實踐經驗的累積和客觀效果的檢驗,一些通用機床的布局形式已基本定型,這就是傳統布局。如加工圓柱形工件的車床,內、外圓磨床,螺紋磨床以及各種專門化磨床的布局,大都是臥式的,當然也有立式布局的(如立式車床,行星式內圓磨床等)。 加工工件孔的鉆床布局是立式的,而鏜床則一般是臥式的。從運動布局來看,加工中、小型工件的牛頭刨床,刨刀隨滑枕作往復運動,工件在工作臺上作進給運動;而加工大型工件的龍門刨床,則是工件隨工作臺作往復運動,刨刀在橫梁和拖板上作進給運動。中、小型外圓磨床、螺紋磨床,工作臺作縱向往復運動;大型外圓磨床、螺紋磨床,則是砂輪架作縱向往復運動。展成法齒輪磨床根據展成運動機構的形式,有蝸輪蝸桿式、齒輪齒條式、鋼帶基圓盤式、漸開線凸輪式等。 專用機床則按某一工件的特定加工方法考慮布局的,有多刀、多工位、多工序的布局形式。例如多軸車床及常見的組合機床,就是多刀、多工位的布局,數字程序控制機床或“機械加工中心”機床,屬于多刀、多工位、多工序的布局形式。但是,不論傳統布局或特定布局,都不是固定不變的。同樣的工件,加工方法可由不同布局形式的機床來達到。例如磨削工件尺寸為直徑800x5000mm的外圓磨床,可以選用兩種布局形式。 按外圓磨床布局的形式,工件在工作臺上縱向往復運動,操作者站在工件的前面;另一種布局形式,砂輪架隨拖板作縱向往復運動,操作者也在拖板上移動觀察。 **種方案,對于重量較大的工件,作縱向往復運動易使床身變形,降低動態剛度,直接影響了工件的加工精度。而第二種方案,后者比前者可縮短一個工件的長度。工件愈長,這個優點愈顯著,能減少占地面積,制造簡單,操作方便。 如按**種布局方案設計的外圓磨床,其床身總長度達13米。上海機床廠設計制造的同規格M1380x5000外圓磨床,采用第二種布局形式,床身總廠僅8.1米,提高了機床的剛度和加工精度。同樣,M82100曲軸磨床、S7450絲桿磨床,亦采用這樣的布局形式。 隨著生產技術的發展,生產效率和加工要求的提高,新的布局還會層出不窮,必然會創造出更多、更合理的布局形式。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |