
|
|
文章詳情
工具磨床主要的部件有哪些,操作方法有哪些 二維碼
1567
引言:工具磨床是一種加工機器,工具磨床精度高、剛性好,那么大家知道工具磨床主要的部件有哪些嗎?工具磨床的操作方法有哪些呢?下面我們給大家介紹一下相關的內容。 工具磨床精度高、剛性好、經濟實用,特別適用于刃磨各種中小型工具,如鉸刀、絲錐、麻花鉆頭、擴孔鉆頭、各種銑刀、銑刀頭、插齒刀。以相應的附具配合,可以磨外圓、內圓和平面,還可以磨制樣板、模具。采用金剛石砂輪可以刃磨各種硬質合金刀具。 主要部件  MQ6025A型萬能工具磨床是性能比較優良的改進型T具磨床。它裝上附件后,除可以刃磨絞刀、銑刀、斜槽滾刀、拉刀、插齒刀等常用刀具和各種特殊刀具以外還能磨削外圓、內網平面以及樣板等,加工范圍比較廣泛。 1、床身 床身是一個箱形整體結構的鑄件,其上部前面有一組縱向V形導軌和平導軌;在后面有一組橫向的V形導軌和平導軌。縱向導軌裝有工作臺.橫向導軌上裝有橫向拖板,床身左側門及后門內裝有電氣元件等。 2、工作臺 工作臺分上工作臺和下工作臺兩部分,下工作臺裝在床身縱向導軌上,導軌上裝有圓柱滾針,使工作臺能輕便、均勻地快速移動。工作臺前后運動可有4個手輪操作,便于在不同位置操縱工作臺進行磨削。 3、橫向拖板 橫向拖板裝在床身橫向導軌上,導軌之間有圓柱滾針。橫向傳動由手輪通過梯形螺桿和螺母傳動。手輪轉1圈為3mm,1小格為0.01mm。由于手輪裝在同一根絲桿上,因此站在機床前面和后面均可進行操作。在橫向拖板上裝有磨頭架及升降機構,搖動手輪,磨頭架做橫向進給。 4、磨頭及升降機構 磨頭電動機采用標準型A1-7132電動機。零件套裝而成,機殼與磨具殼體鑄成一個整體;電動機定子有內壓裝改成外壓裝,采用微型三角皮帶帶動磨頭主軸轉動。磨頭主軸兩端錐體均可安裝砂輪進行磨削。轉速為4200轉/分、5600轉/分兩擋。磨頭電動機可根據磨削需要,作正反向運轉,由操縱板轉向選擇開關控制。磨頭的升降機構采用圓柱形導軌,由斜鍵導向。磨頭升降分手動和機動兩種。手動時。轉動手輪,通過渦輪副減速及一對正齒輪升速,通過螺母、絲桿使導軌上升或下降。機動時,按升降電鈕(操縱板上的機動按鈕),電動機啟動,通過一齒差減速,經結合子連接絲桿,經螺母使導軌升或降。 機床附件 1、左、右頂針座:左、右頂針座主要用來裝夾帶有中心孔的刀具以及需要用中心軸裝夾的刀具。 2、萬能夾頭:萬能夾頭主要用來裝夾端銑刀、立銑刀、三面刃盤形銑刀、角度銑刀等,用以刃磨其端面齒或錐面齒。 3、萬能齒拖架:萬能齒拖架的作用是使刀具的刀齒相對于砂輪處于正確的位置,以磨出需要的幾何角度。 齒托片的形狀很多。可根據實際需要自行制作,以供刃磨各種刀具時選用。 操縱與調整 1、工作臺的操縱和調整 ①操作者站立位置的選擇。萬能工具磨床在進行內、外圓磨削時,由于工作臺操縱手柄在機床前面右側,因此操作者應站在機床前面,這樣便于操作和觀察。在進行刀具刃磨時,由于磨削形式不同,為了便于操作和觀察,操作者一般站在機床工作臺后面左側或右側。 ②操縱手柄的選擇和操縱方法。根據磨削形式選擇操縱手柄。磨內、外圓時,操縱手輪, 工作臺慢速均勻移動。刃磨刀具,操縱手輪,工作臺快速移動。 ③工作臺行程距離的調整。由于工作臺是采用圓柱滾針導軌,操縱時稍不注意就會使行程過頭。在磨削時為了控制行程,可用擋鐵來限位。擋鐵使用方法與外圓磨床擋鐵使用方法基本相同。 2、磨頭位置的調整 在進行刀具刃磨時,磨頭按順時針方向旋轉90°,使磨頭主軸軸線垂直于工作臺軸線。 3、砂輪法蘭盤或接長軸在磨頭主軸上的裝拆 ①把砂輪裝在法蘭盤上,用專用扳手將螺母擰緊。 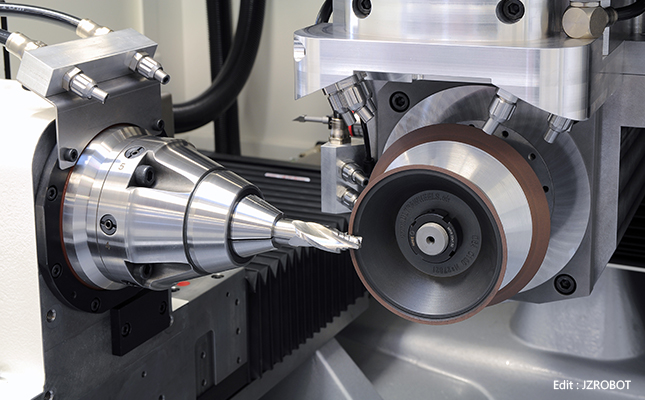 ②把法蘭盤連同砂輪一起套人磨頭主軸上。 ③插入鎖緊銷,使磨頭主軸鎖緊。 ④旋上內六角螺釘,用內六角扳手擰緊。 ⑤裝上防護罩殼,撥出鎖緊銷.砂輪安裝完畢。 調換法蘭盤時。須將磨頭主軸鎖緊;然后將法蘭盤內六角螺釘卸下。旋上拆卸扳手,將法蘭盤從磨頭主軸上頂出。 操作方法 1、首先確定銑刀的直徑,如果您要修磨8MM的立銑刀,那就選用8MM的夾頭,然后將銑刀鎖在50D的套筒上。 2、擺好角度,將銑刀套筒略微擺4°(銑刀底面斜角在2°~6°之間)。 3、開始修磨底面,比如說銑刀,將銑刀對準砂輪,完成對刀步驟后然后修磨銑刀的底面斜角,修磨完一個刃然后更換另外一個刃口依次修磨。 4、修磨銑刀中心逃隙角,將套筒擺到10°左右,依次修磨各個銑刀刃的中心逃隙角。 5、依次修磨銑刀第二間隙角。 6、修磨銑刀側刃,用頂針頂住銑刀螺旋槽,對準砂輪,推動套筒修磨銑刀螺旋側刃。 按照以上所述萬能工具磨床修磨立銑刀方法操作,就能讓您的銑刀依舊變新,解決銑刀修磨難題。 上文就是我們給大家介紹的工具磨床的內容,看完都知道工具磨床有哪些部件了吧,相關的操作方法也給大家介紹了。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |